
 |
浙江三精閥門有限公司
主營產品:電動球閥,氣動球閥,電動閘閥,電動截止閥,電動疏水閥,電動隔膜閥,氣動閘閥,氣動截止閥,氣動調節閥,氣動疏水閥,蒸汽電磁閥,蒸汽安全閥,蒸汽疏水閥,蒸汽減壓閥,蒸汽閘閥,氣體減壓閥,高壓安全閥,高壓球 ... |

|
浙江三精閥門有限公司
主營產品:電動球閥,氣動球閥,電動閘閥,電動截止閥,電動疏水閥,電動隔膜閥,氣動閘閥,氣動截止閥,氣動調節閥,氣動疏水閥,蒸汽電磁閥,蒸汽安全閥,蒸汽疏水閥,蒸汽減壓閥,蒸汽閘閥,氣體減壓閥,高壓安全閥,高壓球 ... |
2016-7-28 閱讀(677)
本文結合國內多座大型高爐料流調節閥實際控制經驗以及發展趨勢和技術,首先介紹由液壓比例閥驅動的料流調節閥控制方法、策略及經驗,然后介紹一種由液壓伺服閥驅動的新型料流調節閥系統,該系統具有動態響應特性好、控制精度高、穩定性好等特點,已在國內某大型高爐上成功應用,初步解決了高爐控制中的這一難題。
1 基于比例閥的料流調節閥控制系統
目前國內大、中型高爐大都采用PW公司配套提供的料流調節閥及驅動裝置,該料流調節閥由液壓比例閥調節驅動,采用開關量的高速/低速和停止信號對料流調節閥進行有級速度控制。正是PW公司這種不合理的配置,使得在實際工程應用中實現對料流調節閥的可靠控制成為了一大難題。為了解決這一難題,我們在工程實踐中經過反復研究和實驗,總結出了一種前饋加自適應的控制方式,基本上解決了由比例閥驅動的料流調節閥的控制和可靠性難題。
1.1 料流調節閥運動過程分析
料流調節閥控制的根本需求是在保證其高速運行的情況下確保其位置控制的度和可靠性,為說明料流調節閥的控制原理和方法,我們有必要先對料流調節閥的運動及停止過程進行分析。
圖1所示為PW公司提供的高爐爐頂料流調節閥的速度動態響應曲線。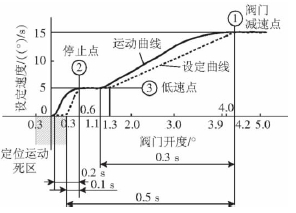
圖1 PW料流調節閥速度特性曲線
從圖1可知,在理想情況下,要在高速時準確停止料流調節閥,需要采取以下步驟:
(1)在一個預定減速角度δj發出料流調節閥由高速轉換為低速指令,由圖1可以看出,指令發出約0.3s后,料流調節閥運動速度由15(°)/s下降到5(°)/s,這期間閥門運動的開度(閥門減速慣性角δhtj)大約為(15-5)/2×0.3=1.5°。
(2)經過一段時間的速度穩定期(響應曲線上約為0.1s),閥門速度穩定在5(°)/s,該段時間料流調節閥運行角度(閥門機械慣性停車角δltj)大約為0.5°。
(3)速度穩定后,在距離停車角度為δt時給出停止指令(速度給定值變為0(°)/s),閥門大約經過約0.2s后停止,該段時間料流調節閥運行角度約為(5/2)×0.2=0.5°。
由此可知,要確保料流調節閥的準確停車,確定合適的減速角度δj和停車角度δt十分重要。
1.2 前饋控制
所謂對料流調節閥停止過程的前饋控制就是在其停止控制過程中引入一個合適的減速角度δj和停止角度δt,通過對這兩個角度的控制達到對料流調節閥開度準確控制的目的。
由于每個高爐料流調節閥系統和液壓系統的特性、高爐控制系統及通信方式不盡相同,因此其料流調節閥的減速角度δj和停止角度δt也不盡相同。在實際工程設計中,可以根據廠家提供的料流調節閥特性曲線、高爐控制系統掃描速度以及角度檢測系統的通信速度等預算出一個值,然后在現場調試中通過現場實驗對角度加以校正。
δj通常可由式(1)求出:
(1)
式中,δhtf為料流調節閥附加減速角,考慮各種延時因素確定,δhtf≈(2TS+Tti)V1,其中,TS為控制器掃描時間,ms,Tti為編碼器接口延 時間,ms,V1為閥門低速運動初始速度,(°)/s;δhsw為減速穩定角,工程中需根據現場實際情況調整而定,通常調整為3°左右。zuijia減速角需要在以上計算角度的基礎上根據實際調整確定。
δt通常可由式(2)求出:
(2)
式中,δm為本次設定停止角;δltf為料流調節閥附加停車角,考慮各種延時因素確定。實際調試中,考慮各種綜合因素后,一般取δltj+δltf在3°左右。
采用前饋控制方式后,料流調節閥在機械及液壓系統工作正常、工作狀態穩定的情況下基本能夠保證0.1°左右的控制精度。但高爐投產后,隨著時間的推移,閥門的機械及液壓系統特性將發生一定的變化,這種變化將使控制產生相應的誤差。
1.3 自適應分段線性插值法控制[1]
為解決由機械特性改變而影響控制精度的問題,我們在前饋控制的基礎上又增加了一種被稱為“自適應控制的分段線性插值法”的控制算法。該控制理念包含了2種控制方式:首先是把采用了前饋控制方式的料流調節閥系統看做是一個黑匣子,依據黑匣子輸入/輸出之間的關系建立相應的控制模型;然后在控制模型的基礎上采用自適應控制對由于機械特性改變等因素產生的控制誤差進行動態補正。
1.3.1 分段插值法
在工程實際中我們經常會遇到這樣一種情況:對于某個控制對象,其各種控制參數之間存在某種函數y=f(x)關系,我們雖然知道其在一定范圍內肯定有解,但卻很難或找不到其確定的函數關系,只能通過現場實驗得到xi與yi的對應關系列表函數。
對于以上問題可采用多種方法求出對應函數關系的解,其中較為簡單實用的方法就是“分段插值法”。分段插值法就是用某種簡單、已知的函數p(x),在一定范圍內近似地表達某一未知的表函數f(x),通過對已知近似函數p(x)的求解,就能近似地求出未知函數f(x)的解。可將替代函數p(x)看做如下的一階線性函數
(3)
用線性函數(3)替代函數f(x)時,只要知道表函數f(x)中的任意兩點(xn,yn),(xn+1,yn+1)就可用以下插值法公式,近似地求出(xn,yn),(xn+1,yn+1)之間的任何點值。
(4)
由此可見,表函數f(x)的對應關系點(xn,yn)越多,由式(4)所求得的近似值y的精度也就越高。
1.3.2 控制的實現
建立料流調節閥控制模型就是要找出料流調節閥設定開度αs與實際開度αa之間的關系。為此首先要在料流調節閥的有效控制角度內(通常為0~60°)測出一組設定開度αs與實際開度αa之間的列表函數,然后將該列表函數擬合成函數αs=f(αa),從而得到料流調節閥控制模型。
依據料流調節閥需要的實際開度αa在模型列表函數中找到αs,如果沒有與實際開度相符合的點時,可先找出與αa相鄰的兩點αa與αa,然后定開度αs,并以其作為開度設定值對料流調節閥進行控制。
為了修正控制誤差,控制程序記錄料流調節閥本次的設定開度αs以及實際開度αa,并得到(αs,αa)的關系數據。比較αs與αa,如果其差值大于設定的控制誤差(例如0.2°)且容許修改控制模型數據時,控制程序將用αa替代原模型列表函數中的對應值,從而完成料流調節閥開度精度控制的“自適應控制”過程。
現場實際應用表明:在前饋控制的基礎上采用自適應控制方式后,料流調節閥的控制通常都能取得比較滿意的結果,控制精度一般在0.1°左右,基本上保證了料流調節閥的長期穩定工作。
2 基于比例閥的料流調節閥控制系統存在的缺陷
(1)控制系統的穩定性差
“自適應控制的分段線性插值法”雖效果較好并在通常情況下能可靠穩定工作,但當系統不穩定、變化沒有規律時,比如:由液壓系統故障造成系統壓力無規律變化時將使其難以正常工作。
(2)難以滿足動態調節的需要
有實驗證明[2],在高爐布料過程中,對應于恒定的開度角α,布料的料流量Q不是恒定的。Q和料批質量P、料的粒度D、比重ρ、料罐中的料量W等之間的關系可近似用式(5)來描述:
(5)
式中,當前布料的P,D,ρ一定,布料過程中只有W變化,布料過程中要保證恒定的Q就要改變α。Q變化曲線大致如圖2所示[2]。
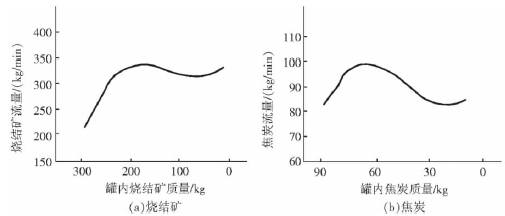
圖2 料罐中剩余料量與料流量的關系
要保證Q不變,就需按照圖2曲線變化規律調節α,研究表明,其調節角度一般在±2°左右。傳統比例閥動態響應特性差,即使在5(°)/s的低速情況下,要進行±2°的動態調節也十分困難。
(3)對控制系統要求比較高
料流調節閥有高、低兩個運行速度,高速時,其運行速度不小于15(°)/s,低速時為5(°)/s。如果我們假設控制系統I/O接口板更新速度足夠快,同時忽略編碼器數據通過總線傳輸的延遲等因素,當控制精度要分辨出不大于±0.2°的角度時,其掃描周期應為:
高速時 TS≤(0.2/15)×1000=13(ms)
低速時 TS≤(0.2/5)×1000=40(ms)
由此可見,為保證控制系統能分辨出±0.2° 的控制精度,zui少要求系統CPU掃描周期不大于40ms,如果考慮到其他因素,則周期通常應不大于20ms。這給高爐控制系統提出了一定的配置要求。當采用不同的控制系統時,由于系統性能不同,對料流調節閥的控制效果就會有一定影響。
為了克服上述缺點,中冶賽迪工程技術有限公司開發出了基于液壓伺服閥控制的料流調節閥控制系統。
3 基于伺服閥的料流調節閥控制系統
3.1 伺服閥特性
液壓伺服閥動態響應速度快、控制精度高,之前被廣泛應用于軋機的壓下控制等要求高精度、快速響應的場合中。圖3給出了伺服閥和比例閥的響應曲線。
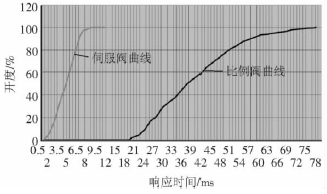
圖3 伺服閥和比例閥響應曲線
通過分析可得到如下結論:
(1)比例閥對階躍信號的響應延遲時間約為20ms,伺服閥約為0.5ms,因而伺服閥對輸入信號的靈敏度約為比例閥的40倍;
(2)比例閥對階躍信號的響應從0~100%用時大約為80ms,而伺服閥用時大約為9ms,因而伺服閥調節速度約為比例閥的9倍;
(3)伺服閥動態響應速度約為比例閥的7倍。
由以上結論得知,伺服閥在死區、動態響應和快速調節方面較比例閥更具有優勢。
3.2 硬件組成
我們采用高爐主控PLC對料流調節閥系統進行控制,其系統框圖如圖4所示,圖中1為PLC控制器本體,要求PLC的CPU采用帶浮點運算單元的32b處理器,其正常掃描周期不大于20ms,從而確保迅速準確地對伺服閥進行控制;2為控制器電源接口,包括外部輸入電源接口以及控制器對外供閥門放大器板和編碼器等外部設備供電的電源接口;3為PLC輸出的速度控制指令及伺服閥閥芯位移反饋的模擬量信號接口(此模擬量接口采用高速模塊);4為料流調節閥閥位檢測編碼器7和8與PLC之間通信的高速網絡接口;6為由液壓伺服閥驅動的料流調節閥,其可根據主控系統輸出的4~20mA控制信號對閥門進行速度控制,同時可根據需要,將閥芯位移信號反饋到主控系統。
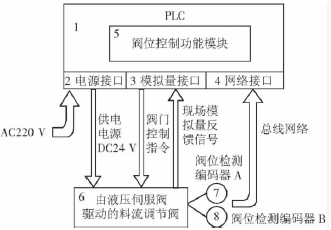
圖4 伺服閥控制系統構成框圖
由圖4可以看到,該控制系統具有快速、高精度控制所需的高速控制器和高速信號接口,可對各種信號和控制程序進行高速處理。系統對外接口采用了網絡方式,能夠方便、快速地將各種信號通過網絡送到控制系統。
3.3 控制軟件
圖4中的5為料流調節閥位控制模塊,該模塊為料流調節閥控制的核心控制模塊,其特點是能夠在基本不產生超調的情況下對料流調節閥進行快速、的定位和位置跟隨控制。該控制模塊將料流調節閥開度控制過程分為兩個階段:第1階段為驅動料流調節閥高速開啟階段,在該階段中,模塊將根據料流調節閥的實際開度和設定開度之間的關系,產生一個高速開啟信號使料流調節閥快速開啟,當料流調節閥距目標值小于一定數值后對料流調節閥的控制則進入第2階段;在第2階段中,在模塊算法的控制下,閥門速度隨目標的接近而減小,當開度小于設定誤差后,料流調節閥進入對設定值的跟隨狀態。該控制模塊具有控制精度高,閥門響應速度快且不受閥門機械特性和液壓系統特性變化影響等特點,能夠保證系統長期、可靠地工作。
3.4 控制效果
圖5是在國內某大型高爐上采用的伺服閥控制系統的料流閥動作曲線圖。由圖5可以看出:
(1)料流調節閥設定開度角度為46.5°,由伺服閥驅動的料流調節閥由動作指令發出到閥門開到46.305°(不大于工藝要求0.2°的控制精度)所耗費的時間約為2.2s。而傳統的由比例閥驅動的料流調節閥通常需要4s以上。由此可見,由伺服閥驅動的料流調節閥調節速度是比例閥驅動的料流調節閥調節速度的1.8倍。
(2)由速度設定曲線可以看到,在料流調節閥開的過程中,開始速度設定為zui大值,閥門為全速開,當閥門開到一定角度(由模塊算法計算給定)后,速度設定在控制模塊的控制下快速下降到一個較小的值,從而使料流調節閥快速減速,然后慢速跟隨設定速度的動作狀態,由此保證了閥門動作過程的快速性、準確性和可靠性。

圖5 由液壓伺服閥驅動的料流調節閥控制效果
4 結論
由上面的論述我們得出結論:該控制系統無論在運動速度、控制靈敏度、控制精度和可靠性等方面均比基于比例閥的料流控制系統有較大優勢,用于控制高爐料流調節閥*可以滿足工藝快速、的控制要求。
由液壓伺服閥驅動的料流調節閥及其控制系統已于2009年在國內某大型高爐上得到了應用,其快速性、度和穩定性等方面均取得了較好效果。我們將繼續對伺服閥控制系統進行進一步的研究和實踐,以實現高爐恒流量布料的要求。
參考文獻:
[1]雷仲賢.用“帶自適應控制的分段線性插值法”實現料流調節閥的控制[J].鋼鐵技術,2002(3):37-40.
&nbs
調節閥


