加工中心 車床 銑床 鉆床 鏜床 磨床 雕刻機 雕銑機 刨床 拉床 鋸床 齒輪加工機床 螺紋加工機床 復合切削機床 其它金屬切削機床
東莞市樂米機械有限公司

東莞市樂米機械有限公司
| 產地 | 國產 | 工作臺尺寸 | 寬:280mm長:3000mmmm |
|---|---|---|---|
| 售后保修期 | 12個月 | 外形尺寸(長×寬×高) | 4100*1000*1400mmmmmm |
| 重量 | 約1500kgkg | 軸數 | 其他 |
| 主軸電機功率 | 1.75KWkw | 主軸轉速 | 0-24000(可選配)rpmr/min |
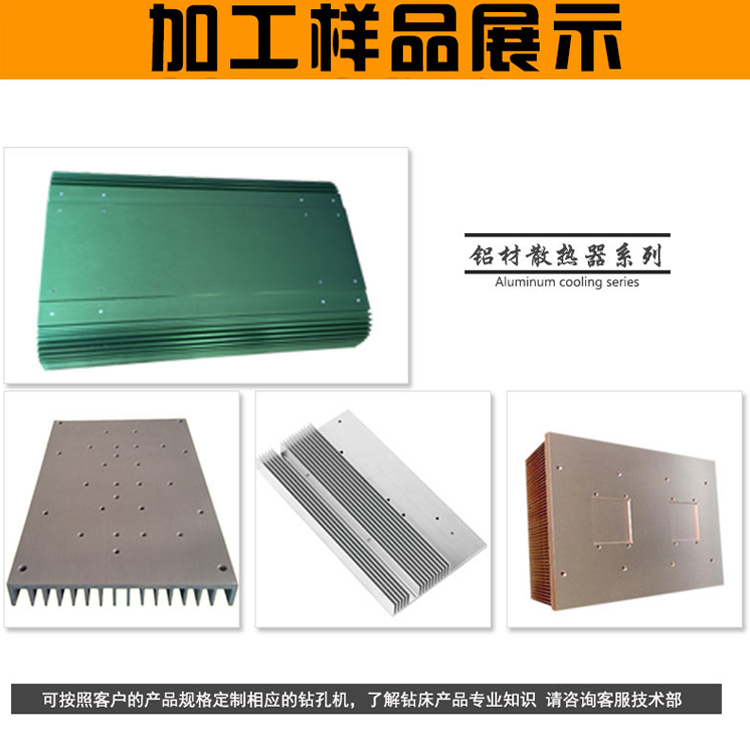
DNC-230DDT自動多孔鉆孔機廣泛應用于五金配件、鋁型材、銅材、鐵、不銹鋼及磁性材料特殊復合材料鉆孔攻絲。
多米機械成立多年以來,不斷地創新與發展。公司推出多款自動多孔鉆孔機,數控鉆攻銑一體機,自動打孔攻絲設備等系列數控機床,產品的性價比得到了新老客戶的認可。公司始終遵循:質量是生命 誠信是根本 客戶是上帝 服務是保障的經營理念。歡迎大家來電選購!
DNC-230DDT自動多孔鉆孔機廣泛應用于五金配件、鋁型材、銅材、鐵、不銹鋼及磁性材料特殊復合材料鉆孔攻絲。
多米機械所售機床提供18個月保修,終身維護。并免費上門安裝調試及培訓,歡迎大家!






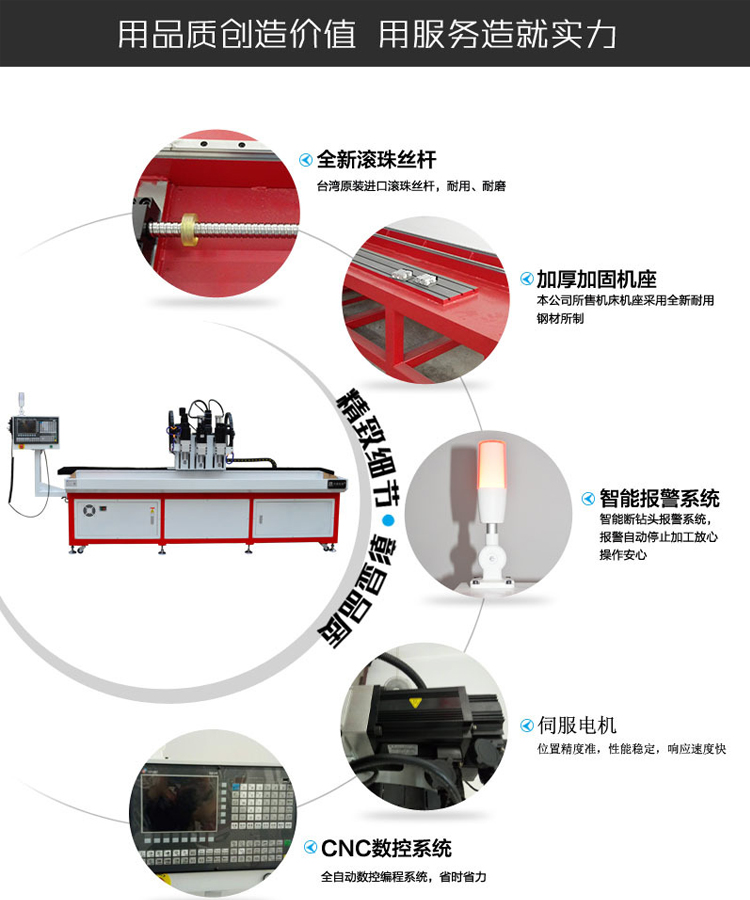
一、為什么選擇我們的機床
1、多孔小孔加工易斷鉆頭,如果沒及時停止數控鉆床工作,斷掉的鉆頭容易損壞加工件。DNC-2030DDT自動多孔鉆孔機有斷鉆頭自動報警停止功能,無數客戶驗證無漏報、誤報、準確性高。
傳統大行程數控鉆床采用齒條傳動。齒條磨損快而且影響精度,更換齒條成本高,而且待機時間長。DNC-2030DT多自動多孔鉆孔機采用*精密滾珠絲桿,絲桿精度可達0.01mm,壽命高達8-10年左右,真正實現高精度、低成本。
產品大批量加工生產時,封閉式鉆攻一體機因其工作臺和空間限制,當一件產品加工完機床停下來才能更換新產品,浪費時間。而DNC-2030DT自動多孔鉆孔機加工行程大,并且是敞開式結構,可一次放多個產品,依次進行鉆孔攻絲,不停機循環式加工。在加工的同時還可以操作其他機臺,一人多機操作,提高加工效率。

自動鉆孔機的編程特點
自動鉆孔機加工的回轉體內零件,其橫截面為圓形,所以尺寸有直徑只定和半徑只定2種方法。用直徑值編程時,稱為直徑編程;用半徑值編程時,稱為半徑編程。
由于在圖樣上和測量時,零件的徑向尺寸均以直徑表示,所以多數自動鉆孔機系統采用直徑編程。即覺對坐標方式編程,X為零件的直徑值;相對坐標方式編程,X為*徑向實際位移量的2倍。
覺對坐標和增量坐標
在一個程序段中,可分別采用覺對坐標方式或增量坐標方式編程,也可采用二者或者編程。在程序編制過程中,合理地使用覺對坐標方式與增量坐標方式編程,將簡化加工程序的設計。在FANUC數控系統,用“X,Z"表示覺對坐標方式,用”U,W“表示增量坐標方式。
具有固定循環功能
由于車削加工常用棒料或鍛料作為毛呸,加工余量較大,加工時需要多次走刀,為了簡化編程,數控機床具備各種不同形式的固定切削循環功能,如圓柱面,圓錐面固定切削循環,端面固定切削循環,螺紋固定切削循環及復合固定切削循環等,這些循環指令可簡化編程。
進刀與退刀方式
對于切削加工,進刀時采用快速接近工件起點附近的某個點,再改用切削進給,以減少空走刀的時間,提高加工效率,切削起點的確定與工件毛呸余量大小有關,以*快速走到該起點刀尖不與工件發生碰撞為原則。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN




機床商務網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼











