


 今日焦點
今日焦點
 往期回顧
往期回顧




 展會專題
展會專題 活動專題
活動專題 展會專題
展會專題 展會專題
展會專題 活動專題
活動專題 【機床商務網欄目 展會快報】CIMT2023(第十八屆中國國際機床展覽會)將于2023年4月10-15日在北京 中國國際展覽中心(順義館)舉辦。展會主題為“融合創新數智未來”。
三、綠色技術助力減排
2020年9月,習近平總書記在第75屆聯合國大會一般性辯論上表示,中國將采取更加有力的政策和措施,二氧化碳排放力爭于2030年前達到峰值,努力爭取2060年前實現碳中和。為我國綠色戰略按下啟動鍵。
有研究表明,工業生產是第一大碳排放源,在能源使用造成的碳排放中,每年有近36%來源于工業生產。工業企業低碳轉型是實現碳中和的重點路徑。機床工業作為基礎性行業,在實現碳達峰碳中和的綠色戰略中,不僅要努力實現企業自身的低碳轉型,還承擔著為工業生產提供低碳排放機床工具產品的重任。
有研究表明,機床產品生命周期中約80%的二氧化碳是客戶在工廠使用機器時排放的。因此,我國綠色戰略必然要求我們機床工具行業向用戶企業提供低碳排放的綠色機床,倒逼機床工具行業發展綠色技術,促進行業技術進步。
機床工具綠色技術研究和應用主要體現在:優化設計,減輕機床運動部件重量,減少能源需求;能量回收,驅動裝置配備電能回饋裝置以回收制動能;能源管理,待機關閉冷卻、液壓、照明、顯示等耗能設備;提高能源利用效率,采用能效更高的電機;應用數字化技術、自動化技術、復合加工技術、高速加工技術、仿真技術等先進制造技術和管理技術,縮短生產周期,提高生產效率,減少能源消耗;應用微量潤滑以及干切削技術,減少污染。
這些綠色技術在很多公司的產品上都有體現。
重慶機床集團數控臥式干切滾齒機YS3610、秦川機床集團數控干切滾齒機YK3126、德國艾克索五軸加工中心MP9/5等,應用干切削技術,消除切削液污染。
宜昌長機的數控刮齒機YK8115、YK8132、YK8150系列,采用高速干式切削方式,實現齒輪工件的高效高精度刮齒加工。
鄭州鉆石的球頭銑刀,刀頭為PCBN材質,硬度高、耐磨性強,有良好的熱穩定性、熱硬性及導熱性,可滿足干切削要求,減少環境污染,綠色環保;采用四刃結構,切削穩定性好;每個刀頭部位的刀體上有一個出氣孔,加工時起到空氣冷卻作用。

寧波中機松蘭刀具的聚晶立方氮化硼(PCBN)、聚晶金剛石(PCD)超硬刀片,具有以車代磨、穩定加工、刀具壽命長、加工精度高等諸多優異性能,支持“硬態加工、干式切削”等先進工藝,可以避免生產過程中的灰塵、磨削液對環境的污染,實現綠色加工。
匯專科技的超聲綠色高效鉆攻中心UGT-500、超聲綠色高效五軸聯動加工中心MVA500-5AXIS,配置了超聲加工系統、微量潤滑MQL系統,無需傳統切削液,綠色環保。
日本MAZAK(馬扎克)公司提出了通過節能技術、使用人工智能和數字技術、工藝集成等三種路徑來減少碳排放,減少對環境的影響。
開發帶有節能功效的新型號機床來減少客戶工廠對環境的影響。MAZAK的VCN-600立式加工中心,采用高節能冷卻單元,制冷劑逆變器可根據加工時主軸負載優化冷卻量,每年可減少11%的能耗;VARIAXIS i-800 NEO的液壓單元使用蓄能器和逆變器冷卻裝置,在運行中能大大降低能耗,每年可減少21%的能耗。
通過人工智能和數字技術優化加工條件以獲得更高精度,降低電能消耗。MAZAK利用其人工智能技術Ai ThermalShield,根據溫度變化自動計算補償量,確保加工精度,避免由于加工失敗而出現的再加工情況,減少能源消耗;利用數字孿生技術創建虛擬機床進行加工仿真,減少在機床上的加工時間,從而降低能源消耗,提高生產效率。
通過工藝集成實現在一臺機床上完成車、銑、鉆、齒輪加工以及增材制造,減少總生產時間,降低成本,減少碳排放。
日本OKUMA(大隈)采取削減機床運轉時的能源消耗、關閉不使用的設備、縮短加工時間、分析優化減排點等措施來實現減排目的。
基于OKUMA機床的智能技術Thermo-FriendlyConcept(準確控制規則的熱變形),用戶無需采取特別措施即可在普通的工廠環境中實現高精度加工;無需機身冷卻或過度的空調控制,維持機床精度穩定性,也無需進行長時間的熱機。配置高效液壓單元,降低能耗;應用電能再生技術,回收制動能。通過這些綠色技術,減少機床運轉時的能源消耗。
OKUMA的ECO Suite Plus自動檢測機床的運轉狀態,無需按鍵操作,自動關閉不必要的外圍設備。保持精度所需的冷卻設備應用“Thermo-Friendly Concept”技術,自動判斷機床是否需要冷卻,保持高精度并進行怠速停止。這兩者結合,在確保精度的同時,減少不必要的能源消耗。
DMG MORI(德馬吉森精機)機床的綠色技術具有幫助用戶降低能源消耗的功能。節能(Energy Saving)App能夠按時間或者程序段記錄機床的功率消耗,有停機、預熱、待機等三種模式來管理機床、氣動液壓系統、顯示屏、照明燈,降低機床的能源消耗和運行成本,同時提高生產力。據稱,節能模式下,機床的能耗將降低30%。
德國INDEX(因代克斯)公司在開發機床產品和進行技術改進時,就將綠色概念作為核心要求,始終踐行其生態方案,提高機床產品的能源利用效率并降低能耗。這個生態方案包括以下幾個方面:
ECOfluid:根據使用情況對泵的運行進行控制以降低消耗,從而使冷卻液供應和液壓供應的能耗達到最佳水準。
ECOenergy:所有驅動裝置配備電能回饋裝置以回收制動能量;使用同步電機和提升效率使損耗得以降低;采用更高加速度和快移速度實現最短加工時間,從而節約能源。
ECOdesign:采用創新的軸連動機構、降低機床組件重量使能源需求更小;通過技術和工藝整合,在一臺機床上進行智能化多工位加工以實現節能。
ECOcool:采用中央控制的機床冷卻系統,使余熱得到再利用。
ECOcontrol:通過智能化待機方案降低消耗,自動關閉周邊設備。
ECOsetup:采用仿真技術在不占用機床的條件下對工件進行設置,從而實現節能。
四、增材制造前景廣闊
增材制造技術作為一種前沿技術,受到了各國(地區)高度重視,但受限于材料、成本、效率、制品的力學性能和表面質量等問題的困擾,其應用場景受到一定制約。其中一些新的研究成果,應會讓我們對增材制造的應用前景產生新的認識。
有學者采用激光選區熔化(SLM)對Ti6Al4V鈦合金材料制備的增材制造樣件的金相組織、力學性能開展了研究。研究結果表明,采用400W以上激光制備的Ti6Al4V鈦合金增材制造樣件,微觀組織、力學性能以及致密性能夠達到甚至優于鍛件的標準。
還有學者采用激光金屬沉積(LMD)技術進行了Ti6Al4V/TiC 的功能梯度材料研究。研究結果表明,采用LMD技術增材制造能夠滿足鍛造Ti6Al4V所規定的最低屈服強度和抗拉強度要求。
GE航空先進技術(GE AAT)慕尼黑團隊的總部位于德國慕尼黑,是歐盟CleanSky 2計劃的三個核心合作伙伴之一。該團隊采用直接金屬激光熔化工藝增材制造的直徑1m的inconel 718渦輪中心框架(TCF)外殼,與傳統鑄造生產工藝相比,這個需要由150多個零件組成的部件,用增材制造工藝生產可整合為一個單一組件,制造成本和零件重量減少約30%,交貨時間由9個多月縮短為兩個半月。

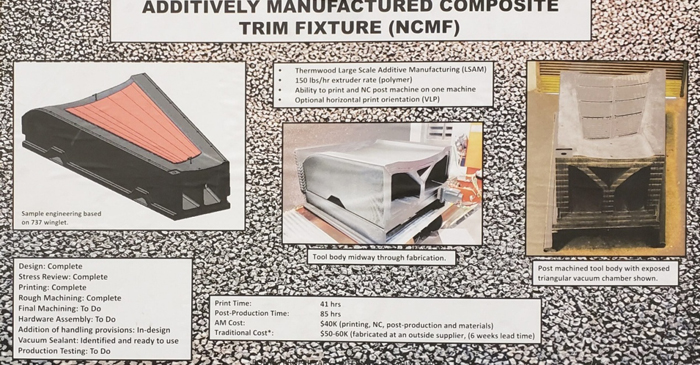
波音公司在華盛頓州塔科馬城(Tacoma)東郊Algona的增材制造工廠于2022年9月下旬正式開業。開業慶典期間展示了采用增材制造工藝生產的波音737客機上的翼尖帆。該翼尖帆一直是由外部供應商生產制造,由多個零件組裝而成,供貨周期為6周,制造成本5-6萬美元。而采用增材制造工藝進行生產,使用聚合物材料,打印時間41小時,后期制作85小時,制造成本約4萬美元。波音增材制造副總裁聲稱,采用增材制造方式生產翼尖帆,直接生產成本的降低并不是最主要的,關鍵在于采用增材制造方式,由多個零件構成的翼尖帆整合為單一零件,減少了零件的數量,并且隨之能夠減少數以萬計的緊固件,以及相應的所有成本,如管理成本、倉儲成本等,這將實現巨大的節省。

在一次先進制造技術論壇上,德國SLM Solutions公司介紹了寶馬汽車采用增材制造技術為其BMW i8 Roadstar生產頂棚支架的案例。據稱,根據寶馬汽車計算,采用增材制造技術生產鈦合金材質的頂棚支架,在生產數量少于6萬件的條件下,比采用塑料材質,通過模具來生產的方式更具成本優勢。

增材制造技術的應用,以前更多關注的是在宇宙開發、遠洋航行以及生產一些切削加工技術無法實現且非關鍵受力零件的場景下應用。上面的幾個案例說明,在一些生產環境中,增材制造技術對于批量生產同樣具有時間、成本的優勢,而且增材制造技術生產的零件在力學性能、金相組織等方面不遜色于鍛件。隨著對材料、工藝研究的深入,增材制造技術的應用領域也將不斷擴大,成為切削技術的有益補充甚至競爭者。
美國 3D SYSTEMS(3D系統)的DMP Factory 350金屬增材制造系統,可制造最大275mm×275mm×380mm的金屬零件,采用選區激光熔融技術,能夠高效地制造非常致密的純金屬零件,實現如Inconel合金、鈦、鈷鉻合金、鋁、鋼等金屬材料的增材制造。其改進的氣流技術,能夠均勻地提高整個制造區域的零件質量。集成的3DXpert軟件支持增材制造工作流程的每個步驟,從設計到后處理,從而簡化工作流程,有效地從3D模型過渡到零件。雙向鋪粉功能,提高工作效率。還可選配DMP監控工具(DMP Monitoring),實時收集加工數據,分析加工過程,優化加工參數。
天津鐳明激光的LiM-X260A金屬3D打印機,可制造260mm×260mm×430mm金屬零件,采用激光選區熔融技術,實現如鈦合金、鋁合金、高溫合金、鈷鉻合金、不銹鋼、模具鋼、銅合金等金屬材料的增材制造。循環系統采用永久濾芯,具有反吹功能,配備大容量供粉艙;自主研發的LiMPCS控制軟件,實現設備打印的自動化;專用運動控制系統,提高成形系統和鋪粉系統運動的精度和穩定性,智能監測系統監測成形艙中的含氧量,超限自動報警;配有粉床監控模塊,內置高清相機,每次鋪粉后和熔凝后拍攝粉床情況照片,經算法分析比對,可實現對每層鋪粉質量和熔凝質量的監控,對異常鋪粉進行自動補粉、自動報警。
LiM-X400金屬3D打印機,采用龍門結構,單、雙向鋪粉可選,結構穩定,鋪粉效率高。成形最大尺寸400mm×400mm×550mm。

五、集成復合方興未艾
在零件加工和模具加工領域,工件形狀日益復雜,交貨期縮短,產品高附加值日趨深化,要求加工設備具有高性能和高效率。為滿足市場需求,以某一目標為導向,將機床結構與功能、加工工藝、工作方式等進行集成和融合,獲得高性能和高效率的產品,成為技術創新的一個趨勢。各種類型的復合機床、加工單元、自動線、多主軸加工設備發展呈現一片繁榮景象。
復合加工機床按照工藝集中的原則,將不同的加工過程集成在一臺機床上,實現一次安裝完成全部加工,從而減少安裝次數,提高加工精度和生產效率,特別適合一些形狀復雜、精度要求高的零件。
瑞士威力銘馬科黛爾的銑車復合加工機床408MT,臥式車削主軸轉速6000r/min,可進行C軸分度,銑削主軸轉速42000r/min,沿X、Y、Z軸運動,并可做B軸擺動,從而實現銑車復合五軸加工,主要用于小型精密零件的加工。
德國INDEX(因代克斯)的銑車復合加工機床G420,對置正副主軸,銑削主軸,雙下刀塔,三把刀具可無碰撞風險同時加工,可滿足直徑120mm以下的棒料、直徑315mm以下盤套類以及長度1600mm(2300mm)以下長軸類零件的高效銑車復合加工。可以選配集成的上下料系統,或選配機器人單元iXcenter。
科德數控的銑車復合加工機床KCX1200 TM,整體頂置式正交結構設計,銑削主軸最高轉速12000r/min,車削主/副主軸箱均采用內冷卻力矩電機,實現高轉速、高效率加工。同時配備高精度電磁角度編碼器+液壓夾緊實現C軸高精度任意角度定位,提高銑削精度。工件最大回轉直徑520 mm,最大車削直徑400 mm,最大車削長度1200 mm。

日本山崎馬扎克(MAZAK)的銑車復合加工機床Integrexi-250HS,最大加工直徑670mm,最大棒材加工能力65mm,最大加工長度1519mm,主軸轉速5000r/min,銑削主軸轉速12000r/min。采用搭載了支持AI、數字孿生和自動化的MAZATROLSmoothAi數控系統,Ai熱屏障會根據主軸轉速和床身上溫度傳感器的信息抑制刀尖位置的變化。通過考慮溫度變化、機械位置、冷卻開關等因素,對機床進行精密控制,使連續加工精度保持穩定。
日本大隈的銑車復合加工機床MULTUS U3000,機床設有對置車主軸、銑主軸、動力刀塔以及B、C軸,雙滑鞍機構將加工時間縮至最短,能夠在一次裝卡中完成復雜零件的多種加工,包括齒輪加工和傾斜車削能力。
德國EMAG(埃馬克)公司的立式車磨復合加工機床VL200GT,一次裝夾完成盤類零件的全部硬加工。硬車和磨削組合實現了更短的節拍時間、更高的加工質量,并大幅降低了刀具成本。

多主軸機床在不增加機床數量情況下提高企業生產率,深受市場歡迎,技術得到快速發展。多主軸結構各異,功能不盡相同,既有多主軸同步加工,也有可獨立控制的。
意大利VIGEL(威捷爾)公司的TW 320H雙主軸五軸臥式加工中心,可實現雙主軸同步加工,提高加工效率,板式雙工位交換裝置,減少機床的停機時間。

德國LICON(林康)公司的LiFLEXTwin-Spindle雙主軸臥式加工中心,兩主軸間距400-1500mm,搭載i3技術,兩個主軸在X、Y、Z三個方向上可獨立控制,內置溫度傳感器以及溫度補償技術能有效減少主軸溫度對定位精度的影響。

巨浪凱龍的雙主軸五軸立式加工中心DZ 08P+,電主軸配置水冷卻系統,主軸轉速40000r/min,動柱式結構,大理石床身,具有良好的剛性和熱穩定性,直連式伺服驅動,可配置工件交換單元,實現在加工同時上下料,直線軸采用直線電機驅動,微米級加工精度,快移速度75m/min,可滿足醫療器械與精密加工領域的特殊要求。

江蘇德上的TZX42-470車削中心,40°一體式鑄造斜床身,內部加強筋,采用倒三角蜂窩狀設計,高剛性、高穩定性對置雙主軸,兩個動力刀塔,雙Y軸可以針對一個零件同時上下加工不干涉,也可以分別加工兩個工件,加工效率高。

日本村田的對置雙主軸車削中心MT100,上下布置的兩個刀塔,均可配置Y軸、動力刀座,將車削、鉆孔、精加工等多工序集成到一臺機床上,對工件進行正反面加工,實現復雜工件工程集約化。既可搭載高速伺服棒料堆載裝置,又可通過新型高速門型機械臂規格對應多樣的上下料裝置,以高操作性實現工件加工自動化。

陜西諾貝特的平行雙主軸雙排刀精密數控車床JXK 200WA,兩個電主軸并排布局沿Z軸前后移動,X軸與Z軸垂直,左右移動,通過桁架機械手實現自動上下料,完成零件正反面的加工、工件上料裝夾、工件清理等工序,大大提高了機床的加工效率。

瑞士TORNOS(托納斯)的多主軸自動車MultiSwiss8X26,配有8根主軸,有8個工位。每個工位都可實現獨立轉速和分度以及C軸定位,并配置4把刀具。背向主軸安裝在兩個移動軸上,可以使用至少4把刀具完成獨立工作,其中兩把為動力刀具。MultiSwiss 8X26融合了多軸車床和單軸車床的優勢。其編程和操作非常簡便,堪比單軸車床,而生產效率卻提高了數倍,顯著提升了產品質量和產品一致性,為復雜工件的生產提供了新的方案。
安徽力成的雙頭數控車床DNL082,采用中置主軸、左右獨立排刀布置,配置雙通道控制系統,可實現一次裝夾兩端同時加工,效率高,精度好,特別適用于車橋軸管、泵體類、套筒類等對稱型軸類零件兩端的同時加工。

通用技術集團的臥式加工中心柔性加工單元FMS6306,由一臺臥式加工中心和六工位托盤庫組成。臥式加工中心具有自動交換工作臺功能。托盤庫布置5個緩存工位,一個上下料工位。為大批量或多品種小批量的高效加工提供解決方案。

集成、復合技術發展快速,產品豐富。如有銑車復合、車銑復合、車磨復合、增材與減材復合、特種加工與切削加工復合,有多主軸加工中心、雙主軸立車、雙主軸臥車、中驅雙頭車等,結構功能各有特色。境內外多家知名企業都有類似產品,如WFL、STARRAG(斯達拉格)、EMCO(愛默科)、DMG MORI、通用技術集團、大連科德、齊重數控、天水星火、普利森、意美機械、眾一智能、遼寧西格馬、韓國迪恩等的車銑(銑車)復合加工機床;德國INDEX、德國SCHUTTE(舒特)的多軸自動車床;中國臺灣友嘉、縱晟(上海)精密、杭州川禾、浙江立崗、巨鑫機床、溫州大眾精密、臺州屹捷、山東友泰等的多軸加工中心和多軸車床。
六、創新技術引人注目
技術創新是企業可持續發展的第一動力,在產品的生產方法和工藝水平提高過程中起著舉足輕重的作用,是企業增強市場競爭力的必然選擇。
超聲振動加工由于主要依靠磨粒瞬時局部的高頻沖擊形成的巨大能量去除材料,工件表面的宏觀切削力很小,切削應力有效減小,切削溫度極大降低,不會產生變形和燒傷,表面質量好,成為解決玻璃、陶瓷、寶石、石英、硅、鍺、石墨等硬脆材料,顆粒增強復合材料,纖維復合材料等難加工材料精密超精密加工的一種利器,主要應用于航空航天、國防軍工、3C等領域關鍵零部件的高效精密制造。
西安超克能的超聲加工裝置,有超聲車刀、超聲振動旋轉刀柄、超聲磨削裝置等,用于解決特種工藝加工難題及難加工材料的加工技術問題,提供金屬鏡面加工工藝和抗疲勞制造工藝整體解決方案,研發應用于多領域的超聲加工。
匯專科技的超聲綠色高效五軸聯動加工中心MVA500-5AXIS,采用匯專自主研發的超聲主軸,可選超臨界CO2內冷、微量潤滑系統,實現清潔切削,直線軸重復定位精度3μm,旋轉軸重復定位精度5″,應用于難加工材料的高效精密加工。
春保森拉天時的高動態車削(High Dynamic Turning)技術以及FreeTurn車刀,可以將粗加工、精加工、仿形車削、端面和縱向車削等常見的車削作業,集中在一把車刀上即可完成。
傳統車削工藝中,每個輪廓需要不同的刀具去加工。這會產生巨大的刀具成本和較長的刀具更換時間。采用高動態車削(HDT)技術,FreeTurn刀具可以利用銑削主軸實現全方位自由度。切削刃可以通過刀具軸線的旋轉來改變主偏角,從而節省刀具數量,減少換刀時間,進給率可提高40%,空走刀行程減少90%,加工時間可減少25%。

FreeTurn刀具采用整體式設計,其特征是一個細長的刀桿和一個用螺釘固定的可轉位刀片。FreeTurn可轉位刀片由幾個不同的切削刃組成。獨立的刀尖角、刀尖圓角、斷屑槽、涂層和刀片材質可以根據需要復合在一個刀片上,實現個性化應用。這樣做的主要優點在于,通過改變主偏角就可用一把刀具完成不同的車削工藝。
擺線銑削工藝是金屬切削加工領域的一大特色,已眾所周知。但擺線車削工藝還較少提及。OPENMIND(奧奔邁)公司將其擺線銑削理念擴展到所有采用Hypermill以及MAXX加工的車削工藝,開發出采用CAM編程的擺線車削。
擺線車削能延長刀具壽命、縮短加工時間,具有更高的工藝安全性,特別適用于韌性材料以及難加工材料的高效粗加工。
擺線車削優化了刀具路徑的連接以及更流暢的機械運動,加工時間更短;切入和退刀輕快,切削行程短,因而工藝安全性更高、刀具磨損更少、刀具使用壽命更長。
據稱,擺線車削不需要增加額外的設備,只要有OPENMIND的HyperMill MAXX軟件即可,可用于任何常規的車床。

EMAG(埃馬克)的無刀痕(Scroll-free)車削技術,在車削加工中,傾斜的刀刃在旋轉的工件旁回轉,刀刃切入點沿刀刃不斷移動。這樣,切削使用的是整個刀刃,可以延長刀具壽命,縮短加工時間,提高加工件的表面質量,加工面不會產生刀痕。應用實踐證明,使用無刀痕車削技術,可以在最高進給達到1mm/r時,實現Rz<6.3μm的表面質量。

使用無刀痕車削技術加工的疊片組結構電機轉子軸前后對比
EMAG公司VT系列倒立車的旋轉刀塔已經根據無刀痕車削的特殊要求進行了調整。





所有評論僅代表網友意見,與本站立場無關。